����һ���������ƣ�ˮ��Һȫѭ�����ؽ����������ռ���
�����������÷�Χ��ˮ��Һȫѭ����������װ�ø�����½�
����������ý��ܼ�������������ڵ��ܺ���״��
����Ŀǰ���ҹ�������ҵ�Ķ����ز�Ʒ����Ϊ����580�K������1250�K��ѭ��ˮ140m3����140kWh���ϳ�ת����65%��
�����ġ��������ݣ�
����1������ԭ��
����1����ѹ�ϳɹ���
�����������ԭ��Һ������Һ���ü�ѹ��20��23MPa������Һ��Ԥ�����������ȵ�70���Ϊ��·��һ·ԼΪ����80%��NH3��103����Һ������CO2ѹ����20��23MPa�� CO2һ�����ϳ��������ֲ�������һ·Լ20% ��NH3ͨ�����غϳ����ײ����룬��������ɵ��¸�ѹ�ϳɷ�Ӧ����Ӧ��������Ķ���������
������ҵ�������صķ�Ӧ���������У���һ���ɰ��Ͷ�����̼��Ӧ�����м���ﰱ������泥���Ƽ�泥����䷴ӦʽΪ��
����2NH3��Һ��+CO2������=NH4COONH2��Һ��+ Q1
�����ڶ����ɼ����ˮ�������أ��䷴ӦʽΪ��
����NH4COONH2��Һ��=CO(NH2)2��Һ��+H2O��Һ����Q2
������һ����Ӧ��һ�������ǿ���ȷ�Ӧ�����ɰ�������淋ķ�Ӧ�ٶȱȽϿ죬���״ﵽ��ѧƽ�⣬�Ҵﵽ��ѧƽ��������̼ת��Ϊ��������淋ij̶Ⱥܸߡ��ڶ�����Ӧ��һ����������ȷ�Ӧ����Ҫ��Һ���н��У���Ӧ�ٶ�������Ҫ�ϳ�ʱ����ܴﵽ��ѧƽ�⣬��ʹ�ﵽ��ѧƽ��Ҳ����ʹȫ����������臨���ˮת��Ϊ���ء�
����2��ѭ�����չ���
�����Ӻϳ��������ķ�Ӧ������Ⱥ���ѹ�ֽ����գ�ѹ��1.7 MPa���͵�ѹ�ֽ����գ�ѹ��0.3 MPa��������Ũ�ȴﵽ67%���ң��¶�Ϊ140�棬Ȼ����������ϵͳ������β��ͨ����Ч��ȫ��β����������������С��1%���ſա�
����3����������
�����ӵ�ѹѭ��ϵͳ����������Һ����������ĤʽԤŨ����������ѹ�ֽ�������Դ����ԤŨ��������ҺŨ�ȴ�67%��ߵ�85%����������������������Һ����Դ��85%��Һ�������μ��Ƚ�����Ũ����ʹ��ҺŨ�ȴ�85%��ߵ�95%����ɶ����ص�һ����������һ������������Һ�پ�������������������Ũ����99.6%���ң�������������������������
����4��������ˮ���
����̼�Һ�ɽ�������������ˮ��ϵͳ�����������������ᣬʹ�����ų��Ľ�����ˮ�����ؼ���������5ppm������ˮ�����׳�����188�������ˮ������ˮ������������160��Ľ������ּ����������طֽ�����ڽ�ʡ������ά��ϵͳˮƽ�⡣
����2���ؼ�����
����1��Һ����������ʽ���ºϳ��������غϳ������Ż����У�
����2�����μ���-��Ĥ��������Ӧ������ѹ�ֽ�գ�
����3����������-����ʽ����-��ˮ̼��������ѹ���չ��գ�
����4��һ������ϵͳ��λ���ȵ����ã�
����5��β�������¹��գ�
����6����Ч���ص�ѹ�ֽ�����¹��գ�
����7������-���������ط�ˮ����ϵͳ��
����3����������
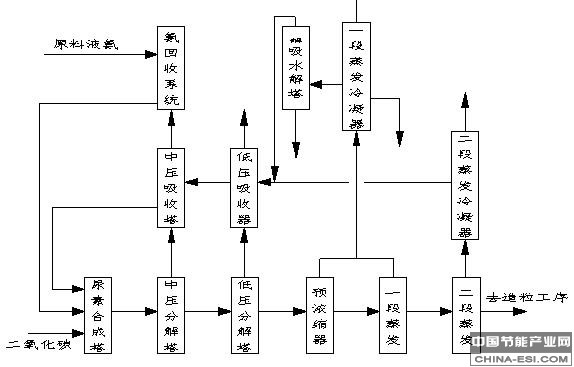
ˮ��Һȫѭ����������������������ͼ
�����塢��Ҫ����ָ�꣺
����1�������ص��ģ���570�K������905�K��ѭ��ˮ77m3����125kWh��
����2���ϳɶ�����̼ת����72%��������ˮ�а������غ�����5ppm��
������������Ӧ�������
�����ü�����ͨ���Ĵ�ʡ�Ƽ����ļ������������ɹ�Ӧ����1000t/d��������װ�ã�����Ч����������ȫ������������ʩ�Ƚ���
�����ߡ������û���Ͷ��Ч�棺
���������û����Ĵ�������ҵ���Źɷ�����˾
����1�������ģ��400t/d��������װ�õļ������졣��Ҫ�������ݣ����ý��������������������ղ�400������װ���е�ѹ�ֽ���յ�ϵͳ���н��ܸ��죬��Ҫ�����豸������ϴ����Ԥ���������������ȡ����ܼ���Ͷ�ʶ�960��Ԫ��������6���¡������9145tce������ܾ���Ч��799��Ԫ��Ͷ�ʻ�����Լ1.2�ꡣ
����2�������ģ��1000t/d��������װ���½���Ŀ����Ҫ�������ݣ��½�1000t/d����ˮ��Һȫѭ������װ�ã���Ҫ�豸����Һ����������ʽ���غϳ�����������ѹ����������ʽ��ûʽβ��������������ʽ�������ͽ���ˮ�����ȡ����ܼ���Ͷ�ʶ�15437��Ԫ��������1�ꡣ�����2.1��tce�����ܾ���Ч��2310��Ԫ��Ͷ�ʻ�����4�ꡣ
�����ˡ��ƹ�ǰ���ͽ���DZ����
����ˮ��Һȫѭ�������������������ʺ��½���������װ�úͶ�����ˮ��Һȫѭ��װ�ý��н����������죬���칤����С��Ͷ�ʽϵͣ����������нϴ���ߣ����ɴ���Ƚ���ԭ�������ġ�����������Ⱦ������Ч��ͻ���Ч���������ڹ���ˮ��Һȫѭ������������ҵ���н����������죬�й������ƹ�ǰ����
����Ŀǰ�ҹ����ز���Լ6500��t/a������50%��ˮ��Һȫѭ�����գ������е�30%����ˮ��Һȫѭ���������������������и��죬��ɽ���Լ70��tce��
��������ר���˽⣺�����ص��ƹ���ܼ���Ŀ¼
|

